- No Hazardous By Products
- All Stainless Steel and FRP construction
- No Rusting
- No High Temperature Duct
- Room Temperature Operation
- Minimum Energy Costs
- Low Maintenance and Monitoring
Welcome to our Drizgas Company!
We'are Open: Mon - Sat 9:00 Am - 6:00 Pm
- Call Us
- +91 842 823 1593 | +91 995 287 7991
- Mail Us
- info@drizgas.com | sales@drizgas.com

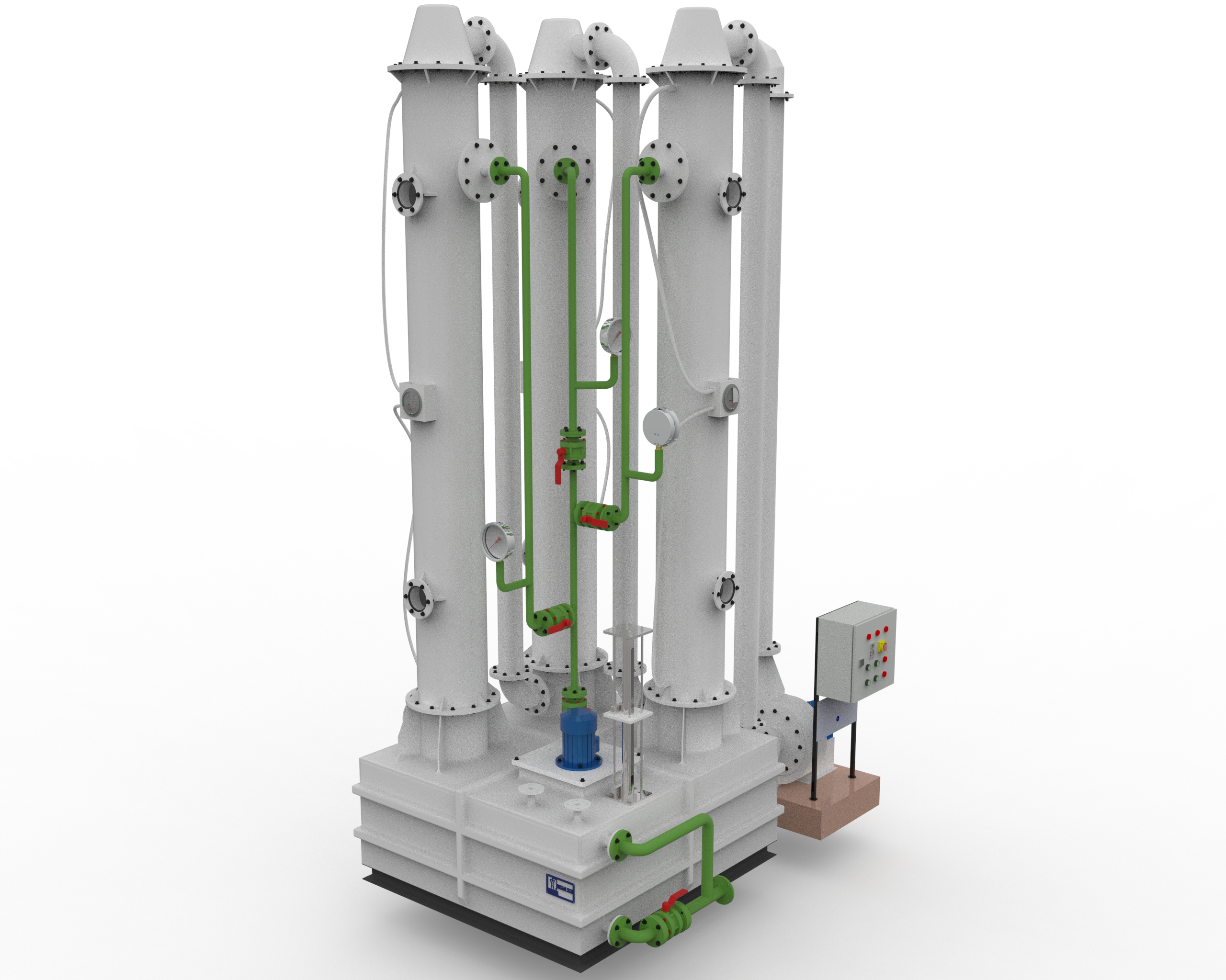
Ethylene Oxide Scrubber
Hospital equipment sterilization facilities are among those sources that use ethylene oxide (EtO) for sterilization which is recognized as the best practice by the medical industry.
With no suitable alternative available at this time, controlling exposure through air pollution control is necessary as the U.S. EPA has identified ethylene oxide as a hazardous air pollutant (HAP).
Both EO (Ethylene Oxide) and PO (Propylene Oxide) are characterized by relatively high vapor pressures in aqueous solution. Consequently, unless the EO and PO are transformed into other substances in solution, the scrubbing liquid stream cannot practically be recirculated within the scrubbing system and still result in effective removal.
The alternative, using once-through water for scrubbing, is not generally practical due to the cost of the water and its treatment. However, EO and PO can be transformed to their respective glycols when hydrolyzed, but the hydrolysis reaction is very slow.
Drizgas Tech's approach is to make use of the catalyzing effect of acid to increase the rate of hydrolysis and make a liquid recirculating system workable. The acid of choice is sulfuric acid in strengths of 5 – 7% by weight. We are one of the leading manufacturers of Ethylene oxide scrubbers in India.
Exposure limit of Ethylene oxide
Employee exposure is limited to one part EtO per million parts of air (1 ppm) measured as an 8-hour time-weighted average (TWA).
Exposure should not exceed the short-term excursion limit of 5 ppm EtO averaged over any 15-minute sampling period.
Working principle
A counter current packed tower is used to absorb the EO or PO in aqueous solution. The liquid exiting the packed tower drains to the “Reactor Tank” which is designed with sufficient residence time and with certain proprietary internals such that the liquid discharging from the top of the “Reactor Tank” contains only minute amounts of EO or PO since conversion to the glycols has taken place.
The liquid stream then flows over to the “Solution Feed Tank” where the flexibility of operating with varying liquid levels allows for the “swell” of volume as glycol is generated, the discharging of “spent solution” when the tank’s capacity has been reached, and the addition of fresh sulfuric acid and water to replace that lost when the “spent solution” is discharged.
As a result, this system can operate continuously, if necessary, as discharging of “spent solution” and make-up of fresh solution is accomplished automatically.
EtO is extremely water soluble, so vent gas is typically fed to a scrubber column filled with random packing and the EtO is absorbed by an aqueous stream running countercurrent to the vent gas to complete the hydrolysis of the EtO.
Once the concentration of ethylene glycol reaches a predetermined weight percentage, the efficiency of the scrubber declines requiring process downtime as the scrubber liquid needs to be replaced and properly disposed of leading to additional ongoing operating costs.
-
Advantages
-
Applications
- Chemical Reactors of ETO Manufacturing Plant
- ETO Bottling Plant
- Medical Disposable & Surgical Industry
- Spice & Food Processing
- Storage Tank Venting
- Contract Sterilization Facilities
- Pharmaceutical Processes
Phone Number
+91 842 823 1593 | +91 995 287 7991
Email Address
sales@drizgas.com | info@drizgas.com
Office Address
No. 50, Villianur Main Road, Odiyampet,
Puducherry - 605 110, INDIA
Puducherry - 605 110, INDIA